





Priključci za cijevi od crnog željeza
Za priključke za cijevi od temperanog željeza, najstariji standard je BS143 iz 1922., koji sadrži preliminarne odredbe za spojeve cijevi. Kako bi pokazao vlastitu snagu, ovaj standard uključuje i američki standard.
Opis
Hebei Jianzhi Casting Group Co., Ltd jedan je od glavnih kineskih proizvođača armature od kovanog željeza od 1982. Upravljanje kvalitetom usmjereno na proces s robnom markom "Jianzhi" koja je jedan od "Kineskih dobro poznatih zaštitnih znakova"Kvalitetni fiting od kovanog željeza od "Jianzhi" s isplativim instalacijama.

Više od 4000 zaposlenika, još 300 stručnjaka, inženjera i tehničara. Snaga praktične akcije "Ili odustani ili radi dobro" i cilj je stvoriti međunarodni zaštitni znak
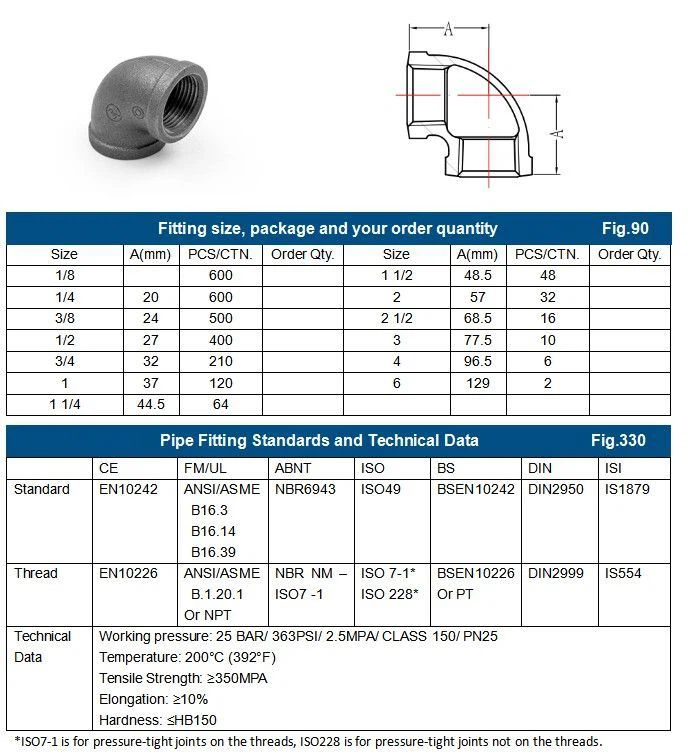
Veličina: DN6-DN150 (1/8"-6")
Materijal: temprano željezo BS EN 1562 B330-6 /KTH330-6
Standard: EN10242 / ANSI / ASME B16.3 / DIN2950 / IS0 49 / NBR6943 / IS1879 / BS EN10242
Standard s navojem: EN10226 / ASME B.1.20.1 / DIN2999 / ISO7-1 / ISO228 / IS554 / BS EN10226
Završna obrada: crno, vruće pocinčano, hladno pocinčano
Certifikacija: Na popisu UL / Odobreno FM / CE / ABNT / TSE / SNI / ISI
Primjena: Prijenos spojeva cjevovoda za vodu, paru, ulje, plin i druge tekućine
Prikladno: maksimalni tlak 1,6 MPa, maksimalna temperatura 200 stupnjeva c
Tehnički podaci
Tlak: veći ili jednak 2.0MPA CLASS 150
Maksimalna temperatura: 200 stupnjeva (392 stupnja F)
Vlačna čvrstoća: veća ili jednaka 300MPA
Tvrdoća:< HB150 (Brinell)
Stopa istezanja: veća ili jednaka 6 posto
Za priključke za cijevi od temperanog željeza, najstariji standard je BS143 iz 1922., koji sadrži preliminarne odredbe za spojeve cijevi. Kako bi pokazao vlastitu snagu, ovaj standard uključuje i američki standard. Godine 1945., nakon što je Njemačka poražena u Drugom svjetskom ratu i svjedočila snazi Njemačke, BSI je ugradio njemački standard temeljen na BS143 i uspostavio standard BS1256. Godine 1986. dva su standarda kombinirana, zajedno poznata kao BS143&1246. Godine 1933. osnovana je Europska unija. Godine 1955. Europska unija odlučila je prihvatiti britanski standard. Stoga, manja izmjena BS143&1256, formalno preimenovana u BS EN10242, ova je norma trenutno najrašireniji međunarodni broj standarda.
Naša usluga
Stručni trgovački tim podržava naše klijente isplativim rješenjima.
Kvaliteta potvrđena s 40 godina iskustva u proizvodnji i UL popisu i FM odobrenju.
Stabilno vrijeme isporuke uz veliku količinu zaliha materijala.
")
Kratak uvod u poseban postupak lijevanja fitinga za cijevi od kovkog čelika
(1) Vrsta ugljičnog dioksida koristi kvarcni pijesak plus 3-6 natrijev silikat kao vezivo za oblikovanje. Metoda kalupljenja je ista kao i kod gornjeg mokrog tipa. Nakon kalupljenja, plin ugljični dioksid upuhuje se između čestica pijeska kako bi se kalup stvrdnuo. Nakon upuhivanja plina ugljičnog dioksida, može se dobiti ista tvrdoća kalupa kao i tisuću vrsta. Stoga se ovaj tip ugljičnog dioksida široko koristi kao zamjena za suhi tip.
(2) Tekući samostvrdnjavajući kalup kao što je dodavanje natrijevog silikata, učvršćivača, sredstva za pjenjenje (aktivator međusklopa) i vode kvarcnom pijesku, a nakon miješanja i mljevenja, mikro mjehurići se formiraju između zrna pijeska kako bi se dobila mješavina plina i zrna pijeska , Ovakvu vrstu kalupnog pijeska ne treba sabijati, a svojom težinom može ispuniti svaki kut između modela i kutije s pijeskom. Ovaj kalup se naziva fluidni samostvrdnjavajući kalup.
Nekoliko minuta nakon što pijesak uđe; mjehurići nestaju. Gubeći fluidnost, učvršćivač djeluje na natrijev silikat, te se kalup može izbaciti 40-ak minuta nakon što se počne stvrdnjavati.
U skladu s različitim kemijskim reakcijama procesa bez stvrdnjavanja, postoje mnoge metode stvrdnjavanja.
Tip (3) koristi premazani pijesak kod kojeg je površina zrna pijeska prekrivena furanskom smolom. Pijesak obložen smolom se prvi put posipa na zagrijani metalni model, a smola se topi zbog topline modela, a smolasti pijesak stvara tanki vezni sloj duž površine modela (preostali nevezani pijesak može se ponovno koristiti sljedeći put). Zagrijte tanki sloj pijeska zajedno s modelom na oko 260 stupnjeva. Nakon što se zrnca pijeska potpuno stvrdnu, skinite tanki sloj pijeska s modela kako biste dobili poluljusku. Spojite dvije polovice školjke ljepilom kako biste formirali školjku.
(4) Metoda kalupljenja pod negativnim tlakom pokriva površinu modela plastičnom folijom, na nju se stavlja kutija s pijeskom, a zatim se puni suhim pijeskom bez veziva. Kutija s pijeskom također je prekrivena plastičnom folijom, a zatim vakuumska pumpa uvlači zrak i dekompresira ga prema van iz ventilacijskog otvora otvorenog na kutiji s pijeskom. Suhi pijesak umetnut između površine modela i gornjeg sloja plastične folije zbija se pod djelovanjem atmosferskog tlaka kako bi se dovršio oblik. Ova metoda modeliranja također se naziva proces V metode.
Izlijevanje se može izvršiti nakon što je kalup izvučen i kutija pričvršćena. Kako bi se spriječilo urušavanje kalupa tijekom procesa izlijevanja, potrebno je nastaviti s depresurizacijom. Karakteristika ovog kalupa je da se uopće ne dodaju vezivo i vlaga.
(5) Metoda magnetskog kalupljenja je metoda u kojoj se umjesto pijeska koristi magnetski jak zrnati predmet, a magnetskom polju se daje vezna sila za izvođenje kalupljenja. Budući da se kalup ne može izvući, koristi se model rasplinjavanja od pjenastog polistirena.
Popularni tagovi: priključci za cijevi od crnog željeza, cijev od navoja od nehrđajućeg čelika, Dodirnite adapter za crijevo, pričvršćivanja čeličnih cijevi, Čelična cijev s navojnim krajevima, Priključci čelične cijevi, Pričvršćivanje cijevi od čelične vode





